ТЕХНОЛОГИЯ УСТАНОВКИ ШЕСТИГРАННЫХ ГАЕЧНЫХ ЗАКЛЕПОК.
Введение
В настоящее время, широкое применение в российской промышленности нашла технология с использованием гаечных заклепок.
Данный вид крепежа позволяет скреплять и одновременно устанавливать внутреннюю резьбу в листовой материал.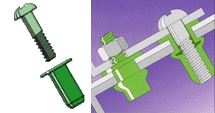
Гаечная заклепка соединяет между собой в качестве неразборного соединения две или более части конструкции, а затем винтом присоединяется одна или несколько частей конструкции в качестве разборного соединения.
Заклепки - гайки изготавливаются с резьбой от М3 до М16. Материал – алюминий, оцинкованная сталь, нержавеющая сталь.
Гаечная заклепка
Гаечная заклепка, обрабатываемая с одной стороны, является простым соединительным элементом. Состоит – независимо от различных вариантов заклепочных гаек – из трех функциональных частей, которые наглядно изображены на рисунке: головка гайки (a), деформационная часть (b) и резьбовая часть (c). Деформационная и резьбовые части вместе образуют корпус. Головка гайки, которая мо
жет иметь различную форму, служит в качестве ограничителя соединительной детали, которая к ней прилегает, а также в качестве опорной точки инструмента для обработки.
В отличие от резьбовой части тонкостенная деформационная часть имеет своей задачей сжатие частей конструкции. Деформация, необходимая для этого, достигается тем, что гайка заклепки в процессе посадки навинчивается на стержень с резьбой посадочного инструмента и в результате этого садится по оси. Тем самым высаживается деформационная зона между резьбовой частью гайки заклепки и нижней частью конструкции и остается таким образом в новой форме. Созданный валик действует как замыкающая головка заклепки, расклепываемой с одной стороны и держит части конструкции в предварительном напряжении.
Шестигранная гаечная заклепка
Дальнейшим развитием технологии является шестигранная гаечная заклепка.
Основным преимуществом технологии является стопроцентная защита от проворачивания заклепки вокруг своей оси.
Данные заклепки производятся с резьбой от М4 до М8. Материалы исполнения оцинкованная сталь и нержавеющая сталь.
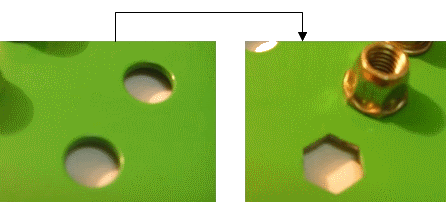
В отличии от обычной гаечной заклепки, для установки шестигранной заклепки необходимо подготовить специальное шестигранное отверстие при помощи инструмента - пневмогидравлического пробойника.
Дальнейшая установка в подготовленное шестигранное отверстие производится стандартным заклепочным инструментом для гаечных заклепок.
Наиболее производительным и надежным инструментом для формирования шестигранных отверстий является модель RL6100 производства чешского завода RIVETEC. (Рис. 1)

|
| Рис. 1 |
Таблица 1. Технические характеристики инструмента RL6100
|
Диапазон применения инструмента:
|
|
Отверстия для гаечных заклепок
|
М3
|
М4
|
М5
|
М6
|
М8
|
М10
|
М12
|
М14
|
М16
|
|
Толщина материала
0,5 – 6,0 мм
|
-
|
+
|
+
|
+
|
+
|
-
|
-
|
-
|
-
|
Технические характеристики инструмента:
|
Рабочее давление
|
0,6 – 0,7 МПа
|
|
Сила пробивания
|
24400 Н при 0,6 МПа
|
|
Вес
|
2,90 кг
|
|
Высота
|
300 мм
|
|
Длина
|
325 мм
|
|
Ширина
|
120 мм
|
|
Расход воздуха на 1 отверстие
|
7,0 л
|
Шумовые и вибрационные характеристики:
Уровень давления звука при работе устройства составляет менее 78,5 дБ согласно стандартам ISO 10843 и DIN EN ISO 3744. Уровень вибрации, создаваемой устройством, находится в пределах 2,5 м/с2 (ISO / FDIS 8662-11).
Технология формирования шестигранных отверстий.
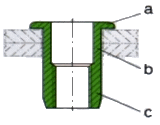
1. Перед началом работы необходимо уточнить диаметр отверстия под заклепку и диапазон толщины материала, в котором необходимо сделать отверстие.
|
Заклепка
|
М4
|
М5
|
М6
|
М8
|
|
Диаметр отверстия d, мм
|
6,1
|
7,1
|
9,1
|
11,1
|
2.Инструмент должен работать (формировать шестигранное отверстие) ПОД ПРЯМЫМ УГЛОМ (900) к поверхности и материала.
- Необходимо присоединить инструмент к системе подачи сжатого воздуха.
- Подпружиненные лепестки пробойного шипа устанавливаются в подготовленное отверстие, а передняя насадка плотно прижимается к исходному материалу.
3. Затем необходимо нажать на спусковую кнопку на ½ (не полностью). С помощью фиксирующего стержня лепестки пробойного шипа зафиксируются (не будут пружинить) (Рис. 3).
- Нажимаем кнопку до упора. Пробойный шип срубит кромки материала (Рис. 4).
- После срубания кромок материала получится шестигранное отверстие. Полностью отпускаем кнопку – пробойный шип вернется в исходное положение (Рис. 5).
- Очищаем пробойный шип от мелких частиц материала. Инструмент готов к дальнейшей работе.
Инструмент позволяет с высокой производительностью формировать шестигранные отверстия для заклепок с резьбой от М4 до М8.
Более подробную информацию о данной технологии Вы сможете получить обратившись к специалистам компании ФИКС ТРЕЙД.