Полный каталог LUKAS
Качество
Твердосплавные борфрезы LUKAS изготавливаются на современ-ных шлифовальных станках-автоматах с ЧПУ с применением высо-кокачественных сортов твердых сплавов. Этим обеспечиваются высочайшая степень точности изготовления и повторяемость угла резания, формы зубьев и насечки.
Мы поможем решить вашу задачу обработки резанием, изготовив твердосплавные борфрезы по вашим чертежам и параметрам.
Применение
Правильный выбор зубьев, насечки и числа оборотов позволяет достигать наилучших результатов при резании самых различных материалов. Следует руководствоваться таблицей скоростей реза-ния и таблицей зубьев и насечек.
Используемый инструмент
Предпосылкой для достижения безупречных результатов работы являются хорошо отбалансированные машины с электрическим или пневматическим приводом и вращающимся без биений цанго-вым патроном.
Биения и вибрации борфрезы приводят к ее преждевременному износу и сколам зубьев. Чрезмерный прижим повышает не про-изводительность, а износ инструмента.
Хвостовики
В целях безопасности из таблицы всегда следует выбирать макси-мально возможный диаметр хвостовика. Борфрезы с хвостовиками других диаметров и длины поставляются по запросу.
Применение с роботами
Твердосплавные борфрезы LUKAS - это прецизионные инструмен-ты, которые особенно хорошо себя зарекомендовали при снятии заусенцев с применением промышленных роботов. Мы готовы разработать оптимальный инструмент и для вашего сценария при-менения.
Покрытия
Нанесение на режущие инструменты LUKAS слоев высокопрочных материалов, таких как TiN, TiCN, TiALN и LTE (углеродное покры-тие), обеспечивает
- повышение износостойкости;
- сокращение усилий резания;
- улучшение отвода стружки.
Повышение износостойкости достигается, главным образом, за счет значительно более высокой поверхностной твердости покры-тий по сравнению с твердостью материала инструмента. Дополнительно, благодаря высокой химической стойкости покрыий, сокращается количество реакций между режущими гранями инструмента и снимаемой ими стружкой.
Сокращение усилий резания и улучшение отвода стружки дости-гаются за счет уменьшения трения между задними гранями инструмента и обрабатываемой деталью, с одной стороны, и режу-щими гранями инструмента и снимаемой стружкой, с другой сто-роны. Уменьшение трения объясняется тем, что покрытие повы-шает шероховатость поверхности инструмента и почти исключает химические реакции. В выборе нужного покрытия всегда помогут наши специалисты по технологиям применения инструментов.
Специальные инструменты
Твердосплавные борфрезы традиционного качества LUKAS, изго-товленные нами по вашим чертежам или параметрам, помогут решить вашу задачу обработки резанием.
Указания по применению
Зубья и насечку выбирайте в соответствии с обрабатываемым материалом. Руководствуйтесь принципом: Чем тверже матери-ал, тем мельче насечка!
Правильный выбор числа оборотов - предпосылка для достиже-ния оптимальных результатов работы и долгого срока службы инструмента. Помощь для определения нужного числа оборотов, соответствующего вашему процессу обработки, вы найдете на следующих страницах. Используйте максимально возможные значения числа оборотов в рамках указанных диапазонов. Слишкое низкое число оборотов приводит к биениям, сколам зубь-ев и преждевременному износу инструмента! Снижайте число оборотов только при больших углах охвата борфрез, а также при обработке материалов с плохой теплопроводностью.
Ни в коем случае нельзя допускать посинения хвостовика и режу-щей части. Использование длинных хвостовиков также требует снижения числа оборотов по соображениям техники безопасности. Соотносите мощность вашего приводного агрегата с процессом обработки. Избегайте – особенно при работе с пневматическими машинами – снижения числа оборотов из-за недостатка приводной мощности.
Используйте только работающие без биений зажимные патроны. Биения и вибрации приводят к сколам зубьев и преждевременно-му износу борфрез.
По этой же причине следите за исправным состоянием подшипни-ков приводного агрегата.
Во избежание вибраций и опасности обламывания хвостовика, оставляйте при зажиме инструмента максимально короткий неза-жатый участок.
Абразивные материалы
Качество
Широкий диапазон техник шлифования от грубого съема материа-ла до тонкой обработки предполагает использование шлифоваль-ных головок, оптимально отвечающих критериям производительности, качества обрабатываемой поверхности и срока службы.
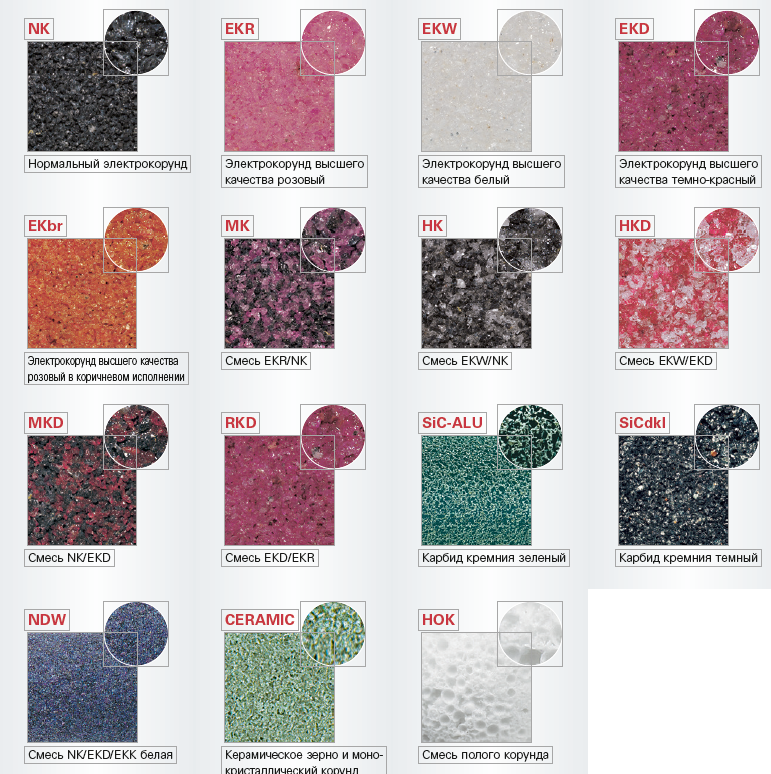
Наряду со знанием условий применения, решающим фактором для подбора качественной шлифовальной головки является выбор конструктивных материалов и их комбинации из нужной специфи-кации. В следующей таблице представлены материалы, из которых изготавливаются шлифовальные головки LUKAS.
Окружные скорости / безопасность
Наши шлифовальные головки производятся по последнему слову техники, тщательно контролируются и испытываются, и их безопасность соответствует Европейской норме EN 12413. Мы изготавливаем шлифовальные головки на керамической связке и связке из синтетических смол для повышенной окруж-ной скорости 50 м/с.
Максимальная окружная скорость ограничивается следующими параметрами:
- Масса шлиф. головки
- Форма шлиф. головки
- Диаметр хвостовика;
- Длина выступающей части хвостовика;
- Материал хвостовика
- Концентричность вращения
Безопасность шлифовального инструмента является неотъем-лемым признаком его качества. При эксплуатации и хранении шлифовальных головок следует соблюдать правила техники бехопасности, включая рекомендации Федерации европейских производителей абразивов (FEPA).
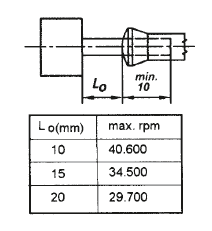
Наши поставки сопровождаются передачей изображенного на рисунке сопроводительного листка, на котором для определен-ной длины выступающей части хвостовика (длины открытой части хвостовика L0 ) указывается максимально допустимое число оборотов
При изготовлении наших шлифовальных инструментов мы не используем вредных для здоровья сырьевых материалов.
Большое количество различных сортов стали и деталей из них требует исполнений шлифовальных головок, которые бы по возможности оптимально отвечали этому широкому спектру.
- машиностроение;
- автомобилестроение;
- приборостроение;
- резервуаро- и аппаратостроение
- судостроение;
- и многое другое
Примеры обработки:
- черновая обработка;
- зачистка;
- подготовка сварных швов;
- последующая обработка сварных швов;
- удаление заусенцев.
Шлифовальные инструменты LUKAS:
Наш ассортимент шлифовальных инструментов включает в себя многочисленные формы, размеры и испол-нения. В нашем стандартном ассортименте вы найдете нужный инструмент для решения большинства задач шлифования, независимо от материала, приводного механизма или других влияющих факторов. Наши шлифовальные головки имеют высокую производительность съема материала и долгий срок службы.
Нержавеющие стали относятся к труднорежущимся материалам. Из-за содержания никеля они имеют склонность „смазываться“, и при недостаточном отводе тепла может происходить пере-грев материала в зоне обработки.
ля нержавеющих сталей мы разработали высокопроизводительные инструменты, которые отличают-ся прекрасным съемом материала даже в сложных условиях.
Эти инструменты не содержат железа, серы и галогенов, что, как правило, исключает химические изменения (коррозию) материала в зоне соприкосновения с инструментом.
Свойства различных литых чугунов обусловлены, прежде всего, содержанием в них углерода, а также той формой, в которой углерод присутствует в их структуре. При обработке чугуна, как прави-ло, используется „грубый“ подход. Поверхность отливки содержит включения формовочного песка. Необходимо удалять грат, приливы и выпоры, вышлифовывать раковины и трещины. Зачастую обра-батываемые места бывают труднодоступными.
Отрасли
производство литых изделий, например, блоков цилиндров двигателей, корпусов редукторов, головок блоков цилиндров, стоек, рам, суппортов, шестерен, коленчатых валов, корпусов насосов и турбин, деталей машин.
Шлифовальные инструменты для обработки чугунного литья содержат специальное смешанное зерно и устойчивые связки, которые оптимально подходят для описанного применения. Хорошая „хваткость“ шлифо-вального зерна и спокойный ход шлифовальных инструментов способствуют эргономичной работе с умеренным приложением усилий. Также интересуйтесь наличием шлифовальных головок с удлиненными хвостовиками!
При производстве инструментов и пресс-форм требуется точность. Инструментальные стали обладают соот-ветствующими их назначению высокой твердостью и прочностью и поэтому требуют применения специальных шлифовальных инструментов, которые способны обрабатывать детали до самых узких границ допусков.
Шлифовальные головки для производства инструментов и пресс-форм имеют очень стабильную форму и способны резать самые твердые материалы. В силу своей микрокристаллической структуры, керамическое шлифовальное зерно чрезвычайно ломкое и поэтому самозаостряющееся. Им без про-блем могут обрабатываться труднорежущиеся материалы, такие как сплавы на никелевой основе. За счет применения зерна специального качества, кроме того, достигается долговечность инструментов. Наш широчайший ассортимент инструментов позволит вам обработать даже „мельчайшие уголки“.
Алюминий и его сплавы обладают разнообразными ценными свойствами и по своему применению стоят на втором месте после стали.
Плотность алюминия составляет всего около 1/3 от плотности стали. Чем чище металл, тем ниже его прочность, но тем выше его пластичность. Из-за этого при применении неправильно подобранных шлифовальных головок возможны „смазывание“ материала либо „забивание“ инструмента.
Шлифовальные головки в исполнении SIC-ALU были специально разработаны для этого применения. Благодаря особой структуре инструмента, обеспечивается его долгий срок службы и предотвращается заби-вание его пор. Эффект самозатачивания поддерживается специальной пропиткой шлифовальных головок.
Такие материалы, как резина или пластмассы, очень эластичны и имеют очень низкую точку плав-ления. Они отходят от инструмента и нагреваются. Из-за этого зачастую образуются неприятные запахи и происходят „смазывания“.
Шлифовальные инструменты для обработки резины и пластмасс состоят из специального полого корунда (HOK) с очень открытой керамической структурой. Этот абразивный материал постоянно образует мелкие, чрезвычайно острые режущие грани, которые вырывают материал из поверхности. Поэтому наши шлифовальные головки в исполнении HOK отлично подходят для описанных вариантов обработки.
Особенности полировальных инструментов
Полировальные головки LUKAS групп P1 и P5 соответствуют Европейской норме EN 12413 и могут эксплуатироваться с мак-симальной рабочей скоростью 50 м/с, головки группы P2 - с максимальной рабочей скоростью 16 м/с. Максимально допу-стимая рабочая скорость изделий группы P6 зависит от степени твердости инструмента и составляет, например, при твердости MWP 20 м/с.
Оптимальная рабочая скорость, как правило, ниже максималь-ной рабочей скорости, так как при ней происходит меньший нагрев, что продлевает срок службы инструментов. К полиро-вальным головкам LUKAS прилагаются этикетки, на которых указаны максимально допустимые значения числа оборотов для различных значений длины выступающей части хвостовика. В целях безопасной эксплуатации полировальных головок и дисков следует соблюдать:
- рекомендации по технике безопасности FEPA – использова-ние шлифовального инструмента по назначению;
- инструкции по технике безопасности «FEPA» для шлифоваль-ных материалов, скрепленных связкой.
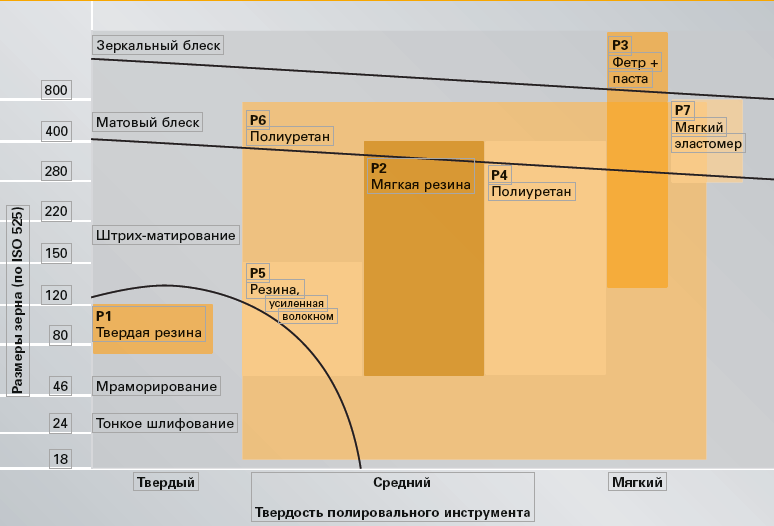
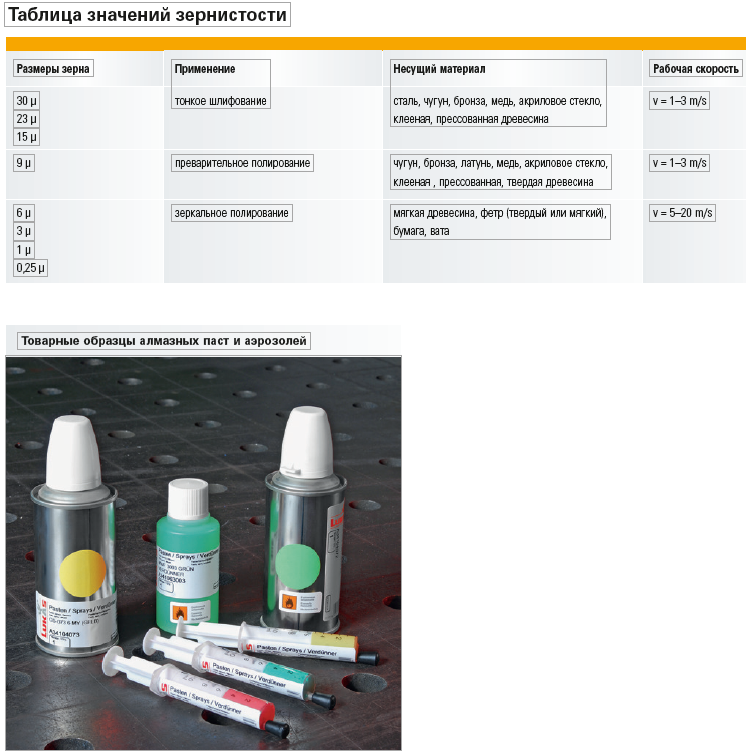
P1 Полировальные головки состоят из твердой резиновой связки и абразивного зерна 100. Они подходят для тонкого шлифо-вания, а также для подготовки поверхности к следующим этапам полирования.
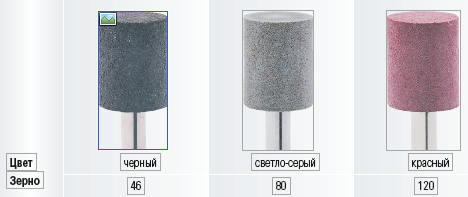
P2 Полировальные головки и диски изготавливаются с мягкой резиновой связкой и зерном в диапазоне от 46 до 280. С помо-щью этих инструментов можно создавать штрих-матированные поверхности и матовый блеск на небольших участках. Для этого нужно использовать друг за другом несколько инструментов различной зарнистости. Группы P2 применяются преимущественно там, где необходимо тонко или даже до блеска отполировать уже подготовленные поверхности. Из этой группы в изображенных вариантах зерни-стости могут также поставляться полировальные диски диамет-ром до 200 мм. По цветам можно четко разли-чать те или иные степени зернистости и таким образом избе-гать ошибок при обработке. Благодаря мягкой резиновой связ-ке, обработка получается очень мягкой.

P3 Фетровые полировальные инструменты применяются с SiC- или алмазной пастой и дают лучшие результаты вплоть до зер-кального блеска. Благодаря своей пре-красной эластичности, фетровые полировальные головки в сочетании с алмазными пастами LUKAS оптимально подходят для полирования особо сложных форм, таких как печатные формы и формы для литья под давлени-ем, волочильные, прессовальные и режущие инструменты, матрицы для холодной штамповки, штампы, подшипники, шпиндели, валки,калибры и т.д. ;
H3-S супертвердое, оптимально подходит для применения с алмазными пастами. Оптимальная окружная скорость для фетровых полировальных головок LUKAS составляет 2–8 м/с.

P4 Полировальные бруски изготавливаются из полиуретана (PU). Область применения и эффективность брусков схожи с инструментами группы P2. Полировальные бруски используются вручную. Инструменты этой группы изготавливаются из полиуретана (PU) различной тверости. Они содержат смесь из абразивного зерна (электрокорунда, карбида кремния) и наполнителей. Для визу-ального различия эти инструменты окрашиваются в различные цвета.Изделия этой группы имеют довольно плотную структуру. Образовавшиеся в процессе изготовления поры не мешают обработке материалов. Мы предлагаем ассортимент брусков различного поперечного сечения и твердости: от мягких до твердо-эластичных. Эти полировальные бруски используются вручную, в основном, при изготовлении форм.

P5 Полировальные головки усилены волокном для повышения износостойкости. Создаваемый на поверхности эффект зани-мает промежуточное положение между группами P1 и P2. Полировальные головки группы P5 отличаются тем, что они уси-лены волокном и имеют особую структуру и связку. Они, в част-ности, подходят для тонкой обработки алюминия и его сплавов, цветных металлов, а также низко- и высоколегированных сталей. Благодаря усилению волокном, эти инструменты имеют стабильные кромки и стойкую структуру. Полировальные головки группы P5 имеются в указанных ниже вариантах зернистости. Со стороны хвостовика они маркированы кольцом красного цвета.
P6 Полировальные инструменты имеются в форме полировальных головок, головок для мраморирования, сатинировальных валиков и полировальных дисков. Твердость полиуретановой (PU) связки имеет четыре степени от мягкой до твердой, зернистость SiC варьируется от 24 до 400. То есть, здесь присутствует широкий спектр применения, в том числе на больших площадях. Основное внимание уделяется полировальным дискам для стационарного применения, например, для бесцентровой обработки труб. Изделия группы P6 производятся на высокоэластичной полиуретановой связке (PU) с различной степенью твердости. Эти инструменты для тонкого шлифования. Инструмент группы P6 служат для улучшения качества поверх-ностей и точности размеров. Они применяются для полирования стали, цветных, благородных и спекаемых металлов, пластмасс, а также для тончайшего и отделочного шлифования. Ассортимент инструментов распространяется от полировальных головок и головок для мраморирования до сатинировальных валиков и полировальных дисков диаметром от 60 до 300 мм. Они могут использоваться для сухого и мокрого шлифования. При мокром шлифовании следует применять только pН-нейтральные охлаж-дающие жидкости. Для правки могут использоваться правочные бруски (страница 124) или алмазные правочные инструменты.
В силу долгого срока службы и стабильности кромок, инструмен-ты отлично подходят для применения в автоматизированных процессах, например, для бесцентрового круглого шлифования труб или мраморирования листовой нержавеющей стали.
Имеются следующие связки:
- WP = мягкая, очень эластичная
- MWP = от средней до мягкой
- MP = средняя для общего применения
В связки в качестве абразивов внедряются карбид кремния „SIC” или оксид алюминия „A” с зернистостью по FEPA от 24 до 400

P7 Полировальные головки с диаметром хвостовика 2,35 мм содержат зерно SiC 240 или 400. Поэтому эти миниатюрные инструменты очень мягкие и отлично подходят для обработки украшений и прочих мелких деталей. Полировальные головки, шайбы и диски в форме линзы LUKAS специально разработаны для применения в точной механике и лабораториях. Эти инструменты на мягкой связке из эластомеров также высоко ценятся и в других областях применения, таких как моделестроение и производство украшений. Миниатюрные размеры и различные формы позволяют обрабатывать мельчайшие детали и структуры.